

AST 接着接合下地めっき・表面処理
金属と樹脂を直接接合させるための特殊な下地作りをめっき・エッチング・アルマイトで作るAST(Anchor Surface Treatment)の技術紹介です。
金属と樹脂をインサート成形で直接接合させてJISせん断試験を行うと、樹脂が破壊する強度(約40MPa)を実現する表面処理技術です。
インサート成形で金属と樹脂を接合した場合せん断強度は材料破壊強度と同時に完全な気密性を実現できるため、ガスリークや液体のリークも全く起きることがありません。
エポキシ系接着剤や塗膜、テープなどとの接着・密着強度も非常に高くなります。
当社のせん断強度試験の樹脂はPPS樹脂になります。
使用用途や樹脂の種類により評価するためのサンプル作成をASTめっき・エッチング・アルマイトの表面処理種類から選ぶことが可能です。
樹脂と金属の直接接合下地めっき・表面処理
開発の狙い
目的
金属と樹脂を直接接合して高強度・高気密性の実現
効果
- 軽量化
- 高気密性による防水性能やガスリークなし性能
- 部品点数減によるコスト削減
- 省工程化によるコスト削減
要点
- 金属と樹脂の一体部品
- 射出成形による接合
- ねじ・ビス・溶接を使わない接合
進度
- 試作品(めっき・エッチング・アルマイト)の提出可能
- 案件により大手化学品メーカーとのタイアップによる完成品の生産が可能
アンカー・サーフェス・トリートメント(AST)とは
自動車の軽量化や機能性を追求するために今、異なる材料同士を組み合わせるマルチマテリアル化が様々な分野で求められています。
その中で金属と樹脂のマルチマテリアル化には
・要求される接合強度の確保
・接合界面への水分や空気の侵入
といった課題がありました。
このような課題を解決する手段として金属と樹脂との結合力(接合・接着)を飛躍的に高める効果があるのが、アンカー・サーフェス・トリートメント(AST)による金属の表面処理です。
現在当社では粗化ニッケルめっき・粗化銅めっき・アルミ材へのエッチング・アルマイト(アルミ陽極酸化)による表面粗化技術の提供が可能です。
樹脂と金属を強力な接合力(材料破壊)で直接接合できる表面処理を試作ラインでご提供できます。
量産化も案件等により可能なので、まずはご評価戴けますと幸甚です。
ポイント
開発案件やお困りごとがございましたらお気軽にお問い合わせください。
048-994-5931
接合メカニズム
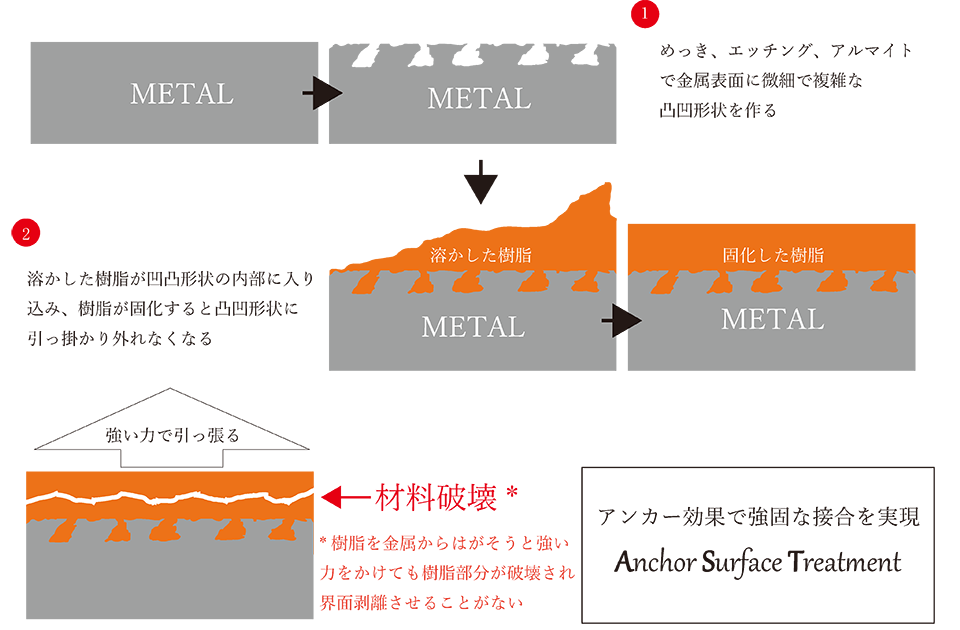
アンカー・サーフェス・トリートメント(以下AST)の接合メカニズムは上図のように金属の表面にめっき・エッチング・アルマイトにより凹凸形状を作り、そこに溶かした樹脂を成形することで凹凸内部に樹脂が入り込むことにより、金属表面から樹脂が破壊されるまで外れなくなるというものです。
接着剤による接着接合とは異なり経時変化により金属と樹脂の間にすきまが生じる、真空でアウトガスが発生するといったことを防止する効果も期待できます。
シルベックのASTの種類
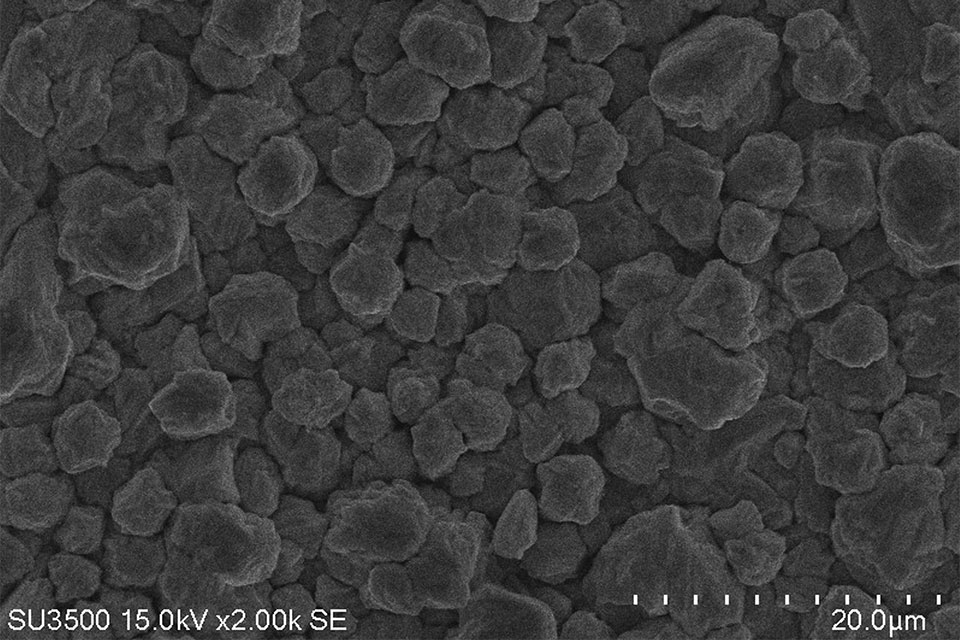
1.粗化ニッケルめっき(AST-Ni)
Al合金の表面に複雑な内径形状をした孔(ポーラス)をニッケルめっきで作ります。
現在はアルミ合金素材と樹脂の直接接合の評価のため、画像及び試験データは全てアルミ合金上に粗化ニッケルめっき(AST-Ni)をしたサンプルでの接合強度試験となっております。
粗化ニッケルめっき(AST-Ni)はアルミ以外でも鉄・SUS・銅合金など様々な材料にめっき加工処理をすることが可能です。
粗化ニッケルめっき(AST-Ni)のせん断強度試験結果はこちら

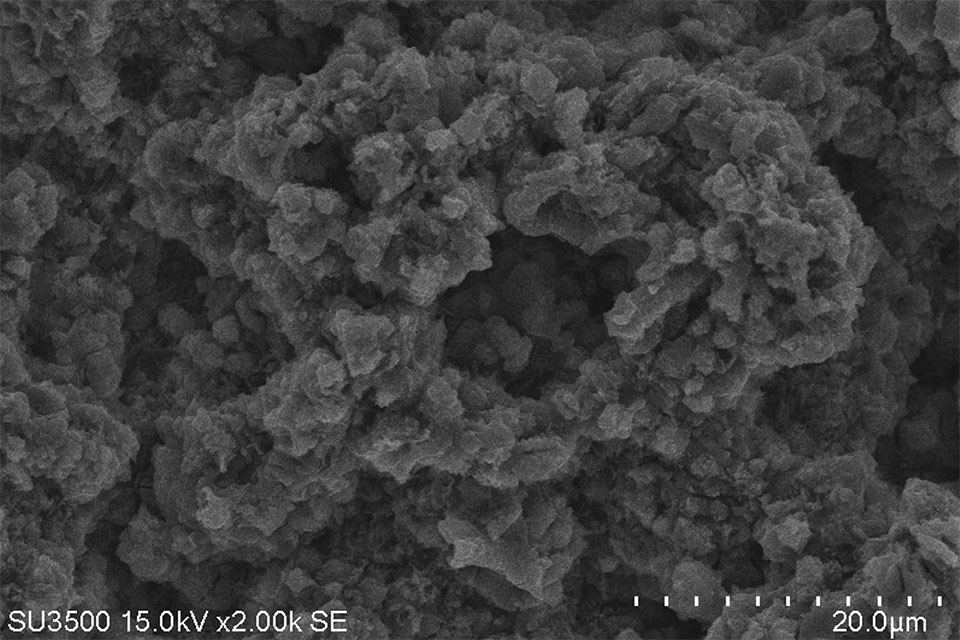
接着・接合下地用 粗化ニッケルめっき
SEM×2000倍画像
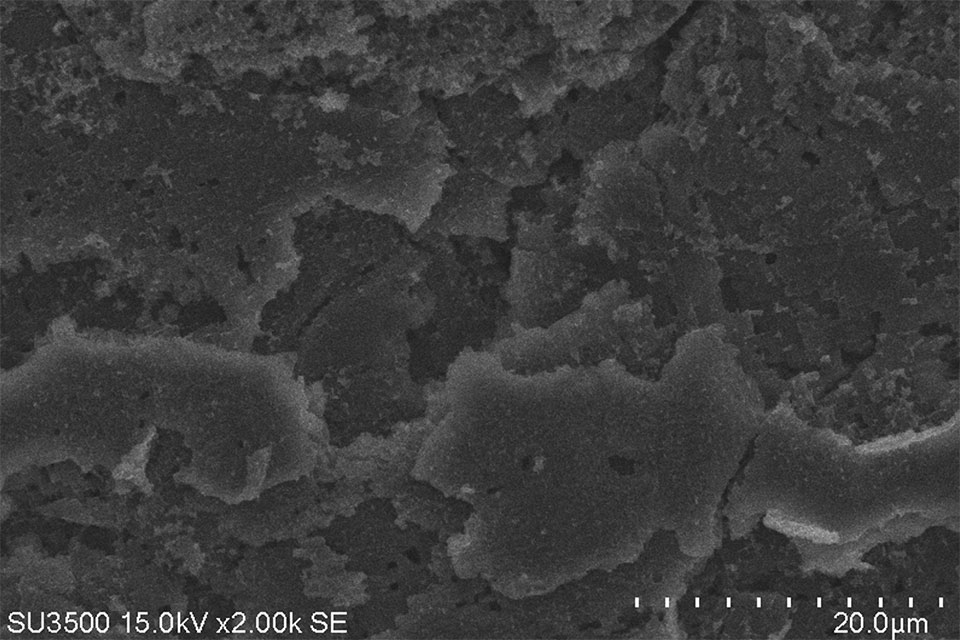
2.粗化銅めっき(AST-Cu)
粗化銅めっき(AST-Cu)は粗化ニッケルめっき(AST-Ni)とは違う表面状態を作ります。柱状に析出した銅めっきがアンカー効果で樹脂との接合強度を高めます。
現在インサート成形でのせん断試験が未実施のため、追って情報をアップして参ります。
画像はアルミ合金上の粗化銅めっき表面をSEM2000倍で撮影しました。
粗化銅めっき(AST-Cu)は、アルミ以外でも鉄・SUS・銅合金など様々な材料に粗化銅めっきをすることが可能です。
接着・接合下地用 粗化銅めっき
SEM×2000倍画像
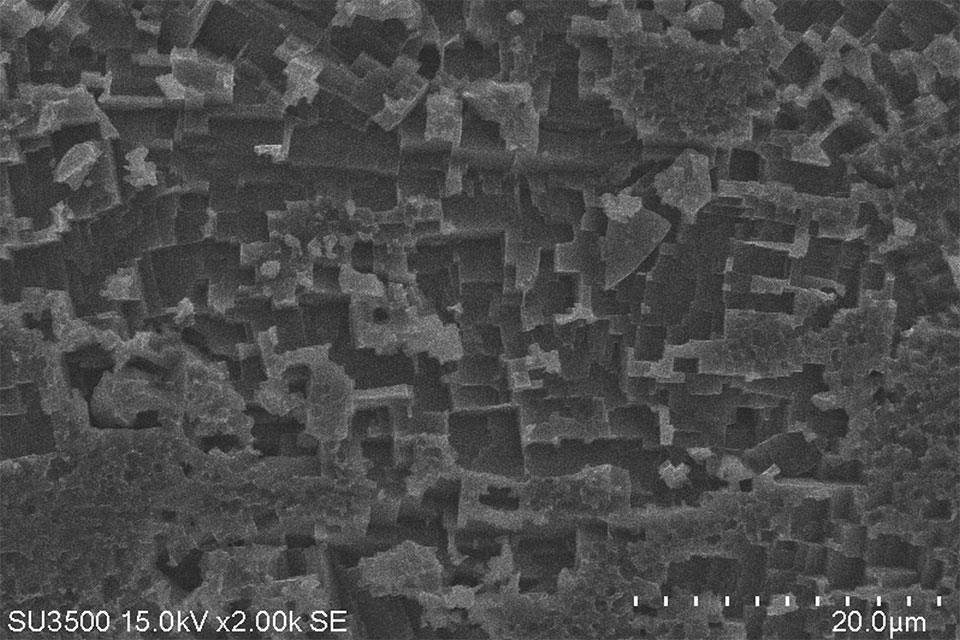
3.マテリアルエッチングによる接着接合下地(AST-E)
マテリアル(母材金属)表面をエッチング(表面を溶解させる)によって凹凸を生じさせる手法です。
その凹凸形状は、樹脂や塗膜などとの接着・接合強度の高い形状を狙って作った形状となっております。
アルミ合金の種類により凹凸の形状が異なります。下記画像はA6061・A5052・ADC12にエッチング(AST-E)により接着・接合用下地としての表面状態を作っております。
弊社はアルミニウムへの表面処理のエキスパートですが銅・ステンレスへの適用も可能です。
*エッチング(AST-E)のせん断強度試験結果はこちら
AST-E-A6061
SEM×2000倍画像
AST-E-A5052
SEM×2000倍画像
AST-E-ADC12
SEM×2000倍画像
4.アルマイト(陽極酸化)による接着接合下地(AST-A)
Al合金A5052・A6061材をアルマイト(陽極酸化)で複雑な孔(ポーラス)を持った膜を生成させます。
アルミ合金の種類によって孔(ポーラス)の形状は違ってきます。アルマイトは元来普通アルマイトでも孔(ポーラス)ができますが、インサート成型したときに樹脂がアンカー効果を得られる形状になってなければせん断強度は出ません。
下記画像はSEM×25,000倍で観察したAST-A表面画像です。
*接着接合用アルマイト(AST-A)と普通アルマイトのせん断強度試験結果はこちら
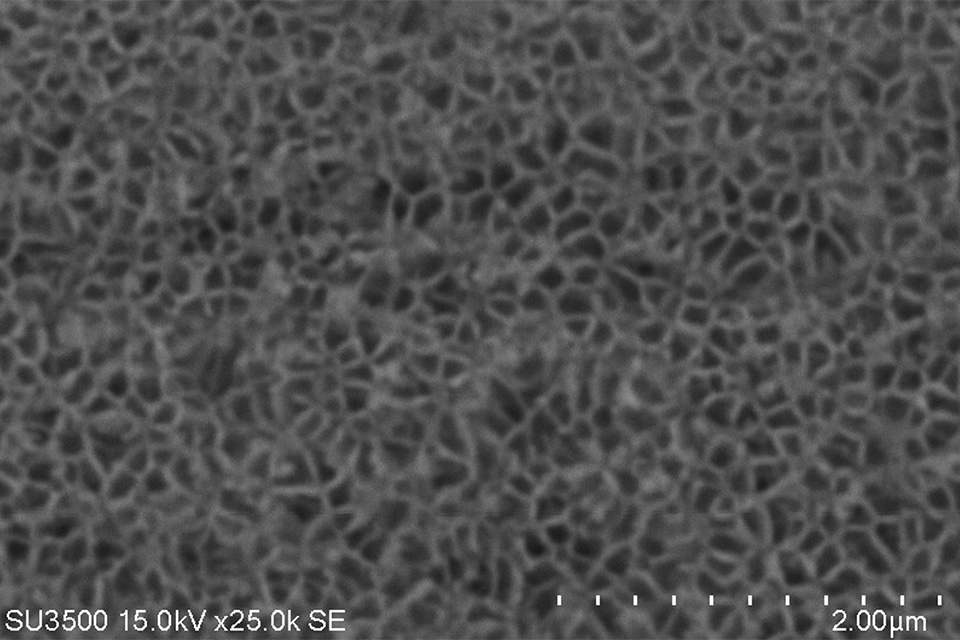
A5052
SEM×25000倍画像

A6061
SEM×25,000倍画像
せん断試験
粗化めっき(AST-Ni,Cu)・エッチング(AST-E)接合強度せん断試験結果 [MPa]
接合強度せん断試験用Al合金テストピース
| Al合金 | 表面処理 | n数 |
| ADC12 | AST-Ni(粗化ニッケル) | 5 |
| AST-E(表面粗化) | 5 | |
| A6061 | AST-Ni(粗化ニッケル) | 5 |
| AST-E(表面粗化) | 5 | |
| A5052 | AST-Ni(粗化ニッケル) | 5 |
| AST-E(表面粗化) | 5 |
試験方法
| 試験方法 | 圧縮せん断試験(ISO19095準拠) |
| 表面処理金属 | 45mm×18mm ×2mm |
| 接合面積 | 10mm ×5mm |
| PPS樹脂 | 45mm ×10mm ×3mm |
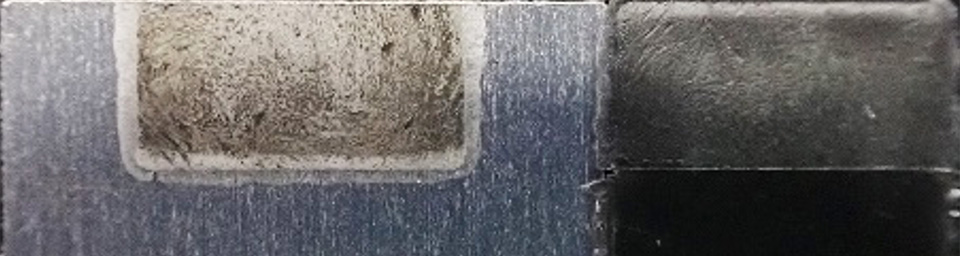
せん断試験後の破断面画像

AST-Ni(粗化ニッケルめっき)=材料破壊

AST-E(表面粗化)=材料破壊
AST-Ni・AST-Eの各種Al合金/PPS 接合強度せん断試験結果 [MPa]
| 母材 | 表面処理 | Mpa(平均) | Mpa(最小:最大) | 結果 |
| ADC12 | AST-Ni(粗化ニッケル) | 45 | 44~48 | 材料破壊 |
| AST-E(表面粗化) | 40 | 39~42 | 材料破壊 | |
| A6061 | AST-Ni(粗化ニッケル) | 46 | 43~49 | 材料破壊 |
| AST-E(表面粗化) | 49 | 48~50 | 材料破壊 | |
| A5052 | AST-Ni(粗化ニッケル) | 48 | 47~50 | 材料破壊 |
| AST-E(表面粗化) | 42 | 38~47 | 材料破壊 |
AST-Ni・AST-Eのせん断試験後の破断面画像
AST-Ni(粗化ニッケルめっき)=材料破壊
AST-E(表面粗化)=材料破壊
AI合金/PPS接合強度せん断試験 [MPa]
![AI合金/PPS接合強度せん断試験 [MPa]](https://www.mekkikakou.com/wp/wp-content/uploads/2020/10/ast_09.png)
接着接合下地用アルマイト(AST-A)接合強度せん断試験
試験方法
| 試験方法 | 圧縮せん断試験(ISO19095準拠) |
| 表面処理金属 | 45mm ×18mm ×2mm |
| 接合面積 | 10mm ×5mm |
| PPS樹脂 | 45mm ×10mm ×3mm |
接着接合用アルマイト(AST-A)と普通アルマイトしたアルミ合金とPPS樹脂をインサート成形で接合したのち、せん断試験にて評価
金属 Al(A5052,A6061)
N数:8(AST-A:1~6、普通アルマイト:7、8)
接合樹脂:PPS [東ソー SGX-140]

*アルミ合金材料:Lot.No.1・3・5・7:A5052 Lot.No.2・4・6・8:A6061
*表面処理:AST-A.1~6、 普通アルマイト7・8

No.1 AST-A=材料破壊

No.2 AST-A=材料破壊

No.3 AST-A=材料破壊

No.4 AST-A=材料破壊
No.5 AST-A=材料破壊

No.6 AST-A=材料破壊

No.7 普通アルマイト=界面剥離もしくは非接合

No.8 普通アルマイト=界面剥離もしくは非接合
ASTのポイント
ASTのポイント
- 樹脂材料により安定する表面処理が変わる可能性があります。
企画する製品に実際に使用しようと考えている樹脂にマッチングする表面処理を見つけるための評価試験の実施を推奨いたします。 - ASTは金属と樹脂の接合目的だけではなく、エポキシ接着剤や塗膜密着性・ゴム圧着などの金属との接合にも有効です。
PDFダウンロード
資料ダウンロード・お問い合わせ
印刷可能なPDFをご希望の方は資料ダウンロードページの4.接着接合めっき・表面処理からお申し込みください。